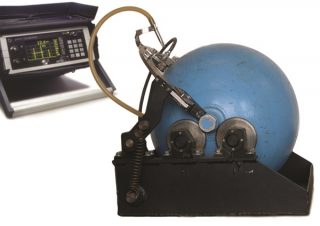
Установка предназначена для ультразвукового автоматизированного контроля зоны сварного соединения и примыкающей к ней высаженной цилиндрической части бурильных труб с целью выявления в них характерных дефектов поперечной ориентации на наружной и внутренней поверхностях трубы (раковины, трещины, непровары сварного шва, прокатные вкрапления, отверстия). Методика контроля выполнена в соответствии с требованиями ANSI/API Specification 5DP1 и ГОСТ 17410-78.
Способ контроля — иммерсионный с локальной ванной. Ультразвуковые преобразователи устанавливаются в специальную твердосплавную призму, для обеспечения акустического контакта в зазор между поверхностью трубы и излучающей поверхностью преобразователя подается дегазированная вода.
Подвод и отвод блоков преобразователей осуществляется с помощью пневматических приводов.
Объектом контроля могут быть любые стальные ферромагнитные бурильные трубы с замками и ниппелями, приваренными сваркой трением.
- Диаметр труб: от 50 до 127 мм
- Допуск на диаметр ± 1%
- Толщина стенки в зоне контроля: от 10 до 35 мм
- Допуск на толщину стенки +15% / -12,5%
- Кривизна труб на концах: не более 3,2 мм
- Температура поверхности: не более 50° С




 9
9